
Scientific journal
European Journal of Natural History
ISSN 2073-4972
ИФ РИНЦ = 0.204
NANOTECHNOLOGY IN THE «NATIONAL QUALITY MANAGEMENT SYSTEM OF PACKAGED LIQUID PRODUCTS»

The relevance of the research presented in the paper is due to statistics: according to the results of a large-scale inspection of drinking water, including mineral water, in seven federal districts in January 2021, it was determined that slightly less than half of the total number of the studied trademarks sold in the markets of the Russian Federation meets the established standards [1]. In alcoholic beverages, every third bottle turned out to be a fake, and for dairy products, every fourth [2, 3].
Thus, in the illegal production of glass-washing liquids, the proportion of methanol, toxic alcohol for humans, can be up to 70%, which exceeds the MPC by 1400 times and, when evaporated, can lead to inhalation poisoning: over time, it oxidizes to toxic formaldehyde, causing blindness, suppressing the nervous system and reacting with proteins [4]. The organoleptic properties of methyl alcohol are difficult to distinguish from ethyl alcohols, which is why the victims at the time of poisoning do not even suspect substitution, and, meanwhile, methanol poisoning develops already when taking 7-8 ml, so cases of mass poisoning are not rare [5].
In relation to dairy products, adulteration usually boils down to its dilution with liquid, the introduction of preservatives, the use of milk powder, whey, non-protein nitrogen, urea, lowering fat content and acidity through the addition of soda and other foreign components: melamine, maltodextrin, cyanuric acid, sodium nitrite. Moreover, from 50 to 90% of the counterfeit falls on the low price segment [6].
Enterprises that produce products in large batches, as a rule, carry out quantitative falsification by under-filling the product in containers, but with their appearance they create a false idea of the quantity of goods.
The use of counterfeit food products may not only have no effective therapeutic effect, but also has a negative impact and be deadly to the lives of citizens.
In our opinion, such a situation has developed due to the inefficiency of the methods and means of parameter control used, which, due to their duration and unprofitability, do not allow for continuous control, i.e., of each packaged product in a batch. Manufacturers, regulatory authorities and retail outlets selling liquid packaged products do not have automated controls that provide continuous output and input control of products, which creates a “loophole” for the penetration of counterfeit [7].
The purpose of the study. Based on the above, the purpose of the study is to increase the effectiveness of quality control of liquid packaged products.
Materials and methods of research
The study involved the method of weight impedance electrometry (WIE), set out in the RF patent RU 2696810 C1 «Method of express analysis of liquid packaged products and installation for its implementation», and the concept of comparative analysis.
The object of the study is the processes of identification of a liquid packaged product and the container in which it is packaged using the WIE method.
The subject of the study is liquid packaged products, including drinking water.
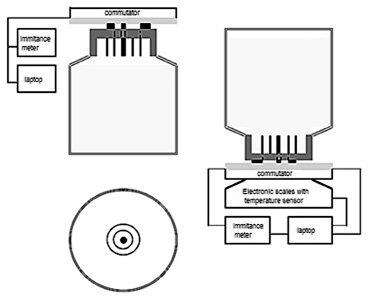
Fig. 1. Structure of the automated complex
Results of the research and discussions
Since, in addition to determining the chemical composition, the liquid product can be identified by kinematic and dynamic viscosity, density, standard temperatures, characteristic frequencies, permittivity, etc., the method of weight impedance electrometry (WIE) was developed and patented [8] – a method of express identification of liquid packaged products, as well as a complex for its implementation (Figure 1).
The complex for checking packaged liquid products consists of an immitance meter, electronic scales, a temperature sensor, a switchboard and a computer with special software.
It functions according to the following algorithm:
- first, the mass (m) and temperature (T) of the product are determined;
- then the computer calculates the current density (ρi) according to the formula (1), as well as densities at standard positive and negative temperatures (ρt) according to the formula (2);
- the immitance meter transmits data on electrical conductivity (G), resistance (R), capacitance (C) or inductance (L), tangents of loss angles (tgδ) and leakage currents (I) of the sensor-lid (Figure 2 and 3) inside a sealed container in a gaseous medium (at normal position) and in a liquid medium (when the container is turned over), at fixed values of measurement frequencies from the operating range of the device [7];
- the obtained data form spectra of values recorded by a computer and are used for subsequent calculations of the relative permittivity (ε) of water according to formula (3), its dynamic viscosity (η0) according to formula (4), for which macro- (τ) and microscopic relaxation times (τ0) are calculated according to formulas (5 and 6), and the kinematic viscosity (v) caused by temperature is calculated by formulas (7, 8 and 9) [7, 8]:
 , (1)
, (1)
 , (2)
, (2)
 (3)
(3)
η0 = τ0ηэ / τэ , (4)
 , (5)
, (5)
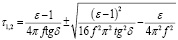 , (6)
, (6)
 , (7)
, (7)
 , (8)
, (8)
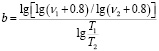 , (9)
, (9)
where Pi – measured weight of the i-th sample in a packed container, kg;
Pj – weight of the j-th reference container, kg;
Vij = 0.5,1.5…Nl – reference container volume, l;
 – temperature correction to density by one degree;
– temperature correction to density by one degree;
t – the desired temperature, °C;
ρТ – the density of the liquid at the current temperature and at 20°C;
С0 – sensor capacity in the air;
Сm – sensor capacity in liquid;
η0 – dynamic viscosity;
ω – cyclic frequency;
ηэ and τэ – tabular air data uploaded to the computer;
a and b – empirical coefficients;
Т1 and Т2 – standard temperature of liquid and viscous media.
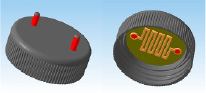
Fig. 2. 3D model of an inductive sensor-cover
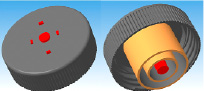
Fig. 3. 3D model of the coaxial sensor-cover
Due to the design of the sensor-lid, it becomes possible to realize local heating of the liquid under study inside the container and measure the electrical conductivity at two different temperatures in the interval from the point of vaporization to crystallization. And according to the intersection of these dependencies, the characteristic oscillation frequency is found, which can be applied as the main criterion for determining the kind of fluid [9].
The totality of the measured and calculated parameters of the sample forms a “liquid image” (Table), which is already compared with the “image of the standard”.
List of parameters of the “image” of drinking water
|
№ |
Name of the parameter |
Range of variation |
|
1 |
Product weight, m |
0,25 – 20 kg |
|
2 |
Product scope, V |
(0,25 – 20)∙10-3 m3 |
|
3 |
Product density, ρ |
990 – 1000 kg/m3 |
|
4 |
Electrical conductivity, G |
0,000001 – 0,2 S (1/Ω) |
|
5 |
Resistance, R |
5 – 106 Ω |
|
6 |
Leakage current, I |
10-6 – 0,2 A |
|
7 |
Capacity (with a capacitive sensor), C |
10-3 – 1012 pF |
|
8 |
Inductance (with an inductive sensor), L |
30 – 120 nH |
|
9 |
Temperature, Т |
1 – 50°C |
|
10 |
Loss factor, tgδ |
10-6 – 5-3 |
|
11 |
Specific electrical conductivity, σ |
50 – 1500 mkS/cm |
|
12 |
Magnetic permeability, μ |
(8 – 9)∙106 H/m |
|
13 |
Complex resistance module, |Z| |
900 – 9500 Ω |
|
14 |
The shear angle of the complex resistance, φ |
minus 180° – plus 180° |
|
15 |
Kinematic viscosity, ν |
(0,3 – 1,8)∙10-6 m2/s |
|
16 |
Dynamic viscosity, η |
(0,3 – 1,8)∙10-3 N∙s/m2 |
|
17 |
Frequency, f |
25 – 106 Hz |
|
18 |
Dielectric constant, ε |
60 – 90 |
|
19 |
Characteristic frequency, Fx |
2500 – 5450 kHz |
Significant differences in the parameters from the “image of the standard” indicate a fake liquid product.
Conclusion
The inefficiency of the methods and means used to control the parameters of liquid packaged products does not allow for continuous control, which creates a “loophole” for the penetration of counterfeit goods, the use of which undermines the health and well-being of citizens. Therefore, it is very important to develop and implement automated control systems.
In other words, in order to achieve the research goal, it is necessary: firstly, to establish the production of lid sensors introduced at the stage of liquid packaging; secondly, to supply manufacturers, regulatory authorities and retail outlets with complexes for continuous monitoring of parameters and safety; and, thirdly, to form a single base of “reference images” by providing the ability for manufacturers to upload a certificate.
Библиографическая ссылка
Мартынов В.В. NANOTECHNOLOGY IN THE «NATIONAL QUALITY MANAGEMENT SYSTEM OF PACKAGED LIQUID PRODUCTS» // European Journal of Natural History. 2022. № 6. ;URL: https://world-science.ru/en/article/view?id=34299 (дата обращения: 28.07.2026).