
Scientific journal
European Journal of Natural History
ISSN 2073-4972
ИФ РИНЦ = 0.204
FIBROUS COMPOSITION AND STRUCTURE OF LAYERS IN MULTIFUNCTIONAL HYBRID MULTILAYER TEXTILE COMPOSITES

One of the trends in the creation of technical textile materials consists in obtaining multifunctional fabrics. The simplest methods to modify textile materials by mixing fibers, modifying threads, structure and surface have a limited capacity. The higher capacities to produce for production of goods with certain consumer properties lie in the transition to the complex layered composite textile structures.
Multilayer multifunctional textile is represented by novel composite materials (smart textiles), in which the layers of fibrous materials having different physical, mechanical and chemical properties are arranged in the predetermined sequence, and, simultaneously, such textile composite materials meet numerous, sometimes contradictory requirements [1].
Multilayer multifunctional textile composite materials have a very broad scope of application. For example: 1. The so-called motor body jackets in modern missile systems (for protecting from heat); 2. For production of protective outfit (from chemically and bacteriologically contaminated environment, fire and so on) in extreme situations (the specified requirements are: resistance to chemical reagents, protecting a person from toxic gases, water resistance, non-inflammability, air-tightness); 3. In modern medicine – implants, transdermal therapeutic systems (for long-term and continuous supply of the existing in them therapeutic remedies to patients from skin into the bloodstream), etc.
In recent years, adding of non-textile inclusions into multilayer composites has made them even more multifunctional. The design of multilayer multifunctional textile materials by including in them mineral and synthetic adsorbents, provides high quality of liquid and gas absorption without significant deterioration of initial physico-mechanical properties and visual appearance of textile materials. For example, by adding the inclusions having bactericidal properties, composite gets antibacterial properties that is of high importance for those who work in bacteriologically contaminated environment. We will obtain in an integrated fashion hybrid composite, which will be capable of retaining particulate matter, gases and the certain-type bacteria, simultaneously. In that way it would be possible to address the issue of the filtration of chemically and bacteriologically contaminated liquids.
The properties of multilayer textile hybrid composite depend on the type of textile material (chemical composition of fibers, their structural characteristics, the structure of fabrics, etc.), as well as on physical and chemical properties of each layer, volume of pores, the amount of air in them and between the layers, the order and sequence of mutual arrangement of textile and non-textile layers, and their interconnection technology.
When designing multifunctional multilayer textile composites, it is necessary to clearly define their assignment and working environment. After that, there is selected the order of interconnection of fibrous materials and textile structures. The choice of connection method is an important point during the design phase, as it affects the technical properties of textile composite. First of all, it determines the presence of air, which is enclosed between the layers and the thickness of the product. The air space is also a functional layer in the construction of composite. Located between the layers, it creates the climate control system and performs the function of controlling the movement of moisture and heat. Various textile and connection materials of the construction can change the amount of air. In addition, the volume between the layers can play the role of a functional space and be a kind of binding material.
Textile materials have the capacity to absorb the various types of substances, which are in the gaseous, vapor or liquid state. Proceeding from ambient conditions, materials are capable of retaining the absorbed substances or supplying them into the environment. It is important to carefully choose the composition and structure of the layers
The work is aimed at exploring the possibility of applying of new structure textile materials, produced from untwisted yarn as the layers in hybrid multilayer textile composites intended for using in the items of protecting a person from chemical contamination of the environment
Materials and methods of research
According this task multilayer textile composite materials have been designed. A structure of composite:
- The upper layer – transporting one, which ensures the rapid absorption of liquid inside and prevents it from getting to the surface;
- The water distributing layer, which ensures optimal distribution of moisture on the whole area;
- The inner layer, absorbing and retaining in its structure toxic substances layer (an adsorption powder of zeolite or activated carbon);
- The barrier layer of textile composite – nonwoven hydrophobic fabric. This layer creates a barrier to penetration of liquid into the environment (for example, to human skin).
Regarding this task multilayer textile composite materials have been obtained by method of thermal cementing duplication by using glue materials with double-sided adhesive ability. The advantage of this method of connecting fabrics in a multi-layered structure – is the possibility of bulk-forming of composite of cavities between the layers. Such voids can serve as reservoirs for air and liquid space or can be filled in by filler (fibers, powder, granules). This allows for controlling the properties of composite materials.
As adhesive materials for connecting textile fabrics in a composite material, there were used materials with a two-sided adhesive capacity – sealing tape made of ethylene copolymer and vinyl acetate.
As the upper layer, there was used an experimental fabric of new structure which was produced from siblone (high modulus viscose fibers) untwisted (glued) yarn. The fiber siblone – is hydrophilic high modulus viscose fibers, which have a high modulus of elasticity in the wet state.
Untwisted yarn is a fibrous composite in which the parallel fibers are glued together with an adhesive. In our case, water-soluble polyvinyl alcohol was used in the form of a staple fiber, which was added during mixing with the siblone fibers in an amount of 10-12 %. In the dry state, these fibers were processed together with siblone fibers, but during the spinning process when wetting the product with hot water, they transition in the adhesive state and stick the parallel siblone fibers together. These connections are temporary, because during the finishing of fabric the adhesive is washed away [2].
The plain structure experimental fabric was produced by, using viscose threads as warp (25tex) and siblone untwisted yarn (25 tex) as weft. The technological parameters of the fabric are follows: number of warp on 10 cm – 258, number of weft on 10 cm. There has been studied the structure of the tested fabric. After finishing of crude fabric the adhesive is washed out from untwisted yarn and only the yarn remains in the structure – fibers located in parallel which are retained by fabric construction [3].
Microphotograph (Fig. 1) represent the arrangement of fibers in the longitudinal sections of untwisted yarn after finishing.
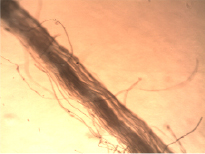
Fig. 1. Microphotograph of longitudinal sections of untwisted yarn after finishing
Fig. 2 illustrates the structure of siblone fabric after finishing: warp – ring spinning viscose yarn, weft – untwisted siblone yarn.
Results of research and their discussion
To choose correctly the composition and structure of the layers is very important. There are different methods of classification textile materials by their structure and properties. The most appropriate is the use of the faceted classification table, the advantages of which consist in changing the number of its signs and the possibility of varying the sequence of their use. Table presents the faceted classification of multilayer textile materials (MTM). Classification attributes in the faceted classification fully reflect production technology, and provide information about the features of the MTM structure [4].
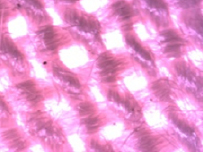
Fig. 2. Microphotographs of fabric after finishing
Each hierarchical level has its recommended faceted code numerated by 6, on the basis of which the facet formula is constructed.
In our case, the facet formula is as follows:
Ki = F1, F3, F3, F2,
where Ki – is a classification,
Fi – facet.
The given formula shows that MTM have been obtained by cementing method (facet 1), composed of different in the structure threads (yarn, threads texturized, complex, etc.), different structure of textile layers (fabric, knitting) (facet 3), which are connected by liquid (solution, latex, emulsion) binder (facet 2).
With the purpose of selecting textile materials for the upper transporting layer, which ensures rapid absorption of liquid inside and prevents it from getting to the surface, there were considered the capillary processes in textile materials of the various structures. It is known that the capillary processes and transportation of liquids in textile materials in fact represent the cumulative effect of capillary penetration of liquid into the spaces between fibers and filaments, i.e. into macro-capillaries. Therefore, the structural parameters of threads and materials have a significant effect on the capillarity of fabrics, knitted fabrics, and thread-like nonwoven fabrics. In particular:
1. The structure of filaments influences the capillarity of materials. Yarn construction features such as twist, diameter, crimp and fibre denier are related to rate of water transport in fibre assemblies. Water transport in yarns is only slightly influenced by wetting properties of individual fibre materials and depends mainly on wetting behaviour of whole yarn. Increase in yarn roughness due to random arrangement of its fibres gives rise to a decrease in rate of water transport.
Faceted classification of MTM
|
MTM classification |
|||
|
By modes of production (binding layers) |
Fibrous composition of layers |
A structure of connected layers |
Phase state of binder |
|
1. Cementing method |
1. Homogeneous composition (fibers of the same nature) |
1. Homogeneous web structure |
1. Solid state (powder, web, thread, net, film) |
|
2. Stitching method |
2. Blend composition (different fibrous composition) |
2. Homogeneous knitted structure |
2. Liquid state (solution, latex, emulsion) |
|
3. Weaving |
3. Combined composition (yarn, textured threads, filament threads, etc.) |
3. Combined structure (fabric, knitting, nonwoven) |
3. Liquid melt (thermal method) |
|
4. Knitting method |
4. Inverse composition (combination of fibrous-composition fabrics of 1,2 and 3 types) |
4. Film-type (polymer-coated, membrane-coated) |
|
|
5. Polymer-coated |
5. Bulk structure (with bulk heat insulating material) |
||
|
6. Thermal method (fiery, welding) |
6. Discrete structure |
||
2. The height of the capillary rise in moisture is influenced by the character of the arrangement of threads in the structure, the degree of their curvature and orientation. an increase in the coefficient of compactness of fabric construction leads to a decrease in the height of the capillary rise.
3. The capillary movement of liquid knitwear is much less than in fabrics, but it is higher along the warp than along the weft. Non-woven materials have a highly developed capillary-porous structure and therefore are distinguished by high capillarity
4. The distances between the threads in the structure of materials depend primarily on the number of threads (loops) per 10 cm. If the distances between the threads lie within the radius of the macro-capillaries, a consistent increase in the capillarity value is observed with an increase in the number of threads (loops). If the distance between the threads is greater than the dimensions of the macro-capillaries, then the capillary rise occurs predominantly in the treads [5].
By analyzing the foregoing, the task has been assigned: to choose a textile material – fabric for the first transporting layer of composite, which is composed of hydrophilic threads with minimal-zero twist.
It is known that textile fabrics produced from cellulose fibers (natural or chemical and their blends) have high water absorption and capillarity values. Siblone fibers, which were used for producing untwisted yarn represent of group of high module viscose fibers which have a high modulus of elasticity in the wet state and therefore can be used for creating transport layer in the structure of a textile multilayer composite.
Thus, an experimental fabric was selected as the upper layer, which was produced from siblone untwisted (glued) yarn.. The fabric, produced from untwisted siblone yarn is characterized by a high degree of water penetration due to the identity of the structure of weft (untwisted) yarn. The parallel arrangement of fibers and the increased space between them after finishing increase the water absorption, water permeability and transport of moisture in the fabric.
Conclusion
With the purpose of selecting textile materials for the upper transporting layer, which ensures rapid absorption of liquid inside and prevents it from getting to the surface, there were considered the capillary processes in different textile materials. Textile fabrics produced from cellulose fibers (vegetable fibers, viscose, high-modulus viscose or mixed with viscose ones) have high rates of water absorption capacity and capillarity, and could therefore be used as the transporting layer. The fiber siblone – is hydrophilic high modulus viscose fibers, which have a high modulus of elasticity in the wet state. The fabric, produced from untwisted siblone yarn is characterized by a high degree of water penetration due to the identity of the structure of weft (untwisted) yarn. The structure of untwisted yarn with a parallel arrangement of fibers, ensures unobstructed and rapid penetration and transport of liquid.
The paper is carried out within the framework of scientific – research work “Mathematical models and computer program for multifunctional researches of multilayer textile composites” (grant N-DI-2016-41) by financial support of Shota Rustaveli National Science Foundaiton (SRNSF).
The work is submitted to the International Scientific Conference “Fundamental and applied research. Education, economy and law”, ITALY (Rome, Florence), 9–16 September 2017, came to the editorial office оn 15.08.2017.
Библиографическая ссылка
Moseshvili T., Tskhakaia K. FIBROUS COMPOSITION AND STRUCTURE OF LAYERS IN MULTIFUNCTIONAL HYBRID MULTILAYER TEXTILE COMPOSITES // European Journal of Natural History. 2017. № 6. ;URL: https://world-science.ru/en/article/view?id=33827 (дата обращения: 08.07.2026).